Внимание. Акционная цена действует только на товары на складе до 25.05.24г. Цену "Под заказ" уточняйте у менеджера.
Преимущества ручной лазерной сварки
✓ В 4 раза быстрее традиционной сварки TIG, MIG, MMA - в 4 раза дешевле!
✓ Глубокий шов с проваркой корня до 6 мм при минимальной ширине;
✓ Сварка нержавеющей, низкоуглеродной стали и алюминия до 6 мм;
✓ Идеально ровный шов без перегрева. Отсутствие брызг и коробления металла;
✓ Без доп. расходов на сглаживание шва - сразу чистый, однородный, без каверн;
✓ Минимальные навыки сварщика: обучение за неделю - качество уровня НАКС;
✓ Снижение затрат на расходники при сварке без присадочной проволоки;
✓ Результат в течение одного дня!
Традиционные методы сварки являются хорошо изученными и имеют богатую историю, что обуславливает широкий спектр их применения. Благодаря этому, относительно новая технология лазерной сварки не сможет быстро вытеснить их с рынка. Несмотря на то, что замена обычной сварки лазерной невозможна во всех случаях, лазерная сварка является хорошей альтернативой для многих компаний. Вот некоторые преимущества лазерных сварочных аппаратов:
Улучшение производственных процессов, связанных со сваркой, повышает общую эффективность производства. Время на получение сварных швов сокращается в три раза по сравнению с аргонодуговой сваркой, что снижает себестоимость и увеличивает объём выполненной работы за единицу времени.
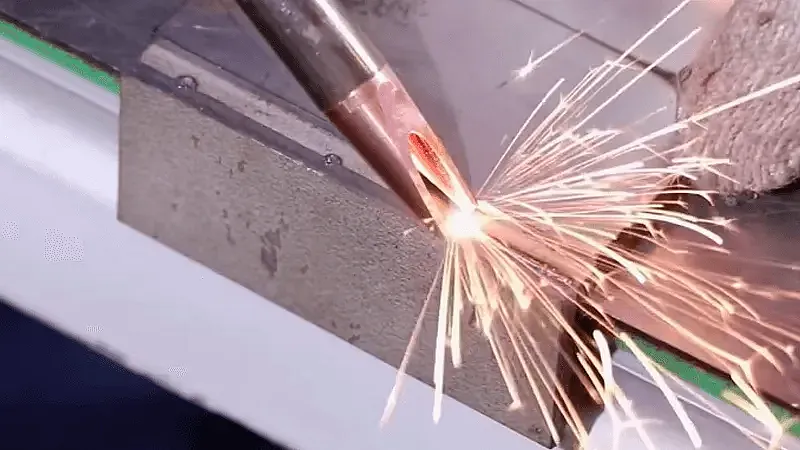
Лазерная сварка — это простой и быстрый бесконтактный метод, исключающий необходимость поиска высококвалифицированных и высокооплачиваемых сварщиков. Обучение работе с лазерным сварочным аппаратом занимает немного времени, и оператор может легко управлять процессом, направляя лазерный пистолет на место соединения с определённого расстояния и проводя им по стыку двух объектов.
Лазерный пистолет воздействует на обрабатываемую зону сфокусированным лазерным лучом, вызывая плавление материалов и образование шва. Лазерная сварка облегчает создание соединений в труднодоступных местах.
В результате лазерной сварки получается ровный и красивый шов высокого качества без дефектов, не требующий дополнительной обработки. Результат сварки не зависит от квалификации сварщика, обеспечивая одинаковый результат за одно и то же время, что упрощает расчёт стоимости работ и планирование возможностей и задач для производства.
Встроенное программное обеспечение позволяет легко настраивать параметры лазерной сварки, адаптируя её к различным задачам. Лазерная сварка может быть настроена как для сварки тонких материалов, так и для соединения толстых металлических листов, основное ограничение — мощность лазерного источника сварочного аппарата.
Возможность автоматизации производственных процессов также является большим плюсом, хотя полностью автоматическая лазерная сварка обычно используется только на крупных предприятиях.
Отдельно стоит отметить, что в большинстве случаев на производстве возникает потребность в простых сварочных соединениях, таких как соединение двух листов металла швом в виде линии. Лазерные сварочные аппараты идеально подходят для выполнения таких задач.
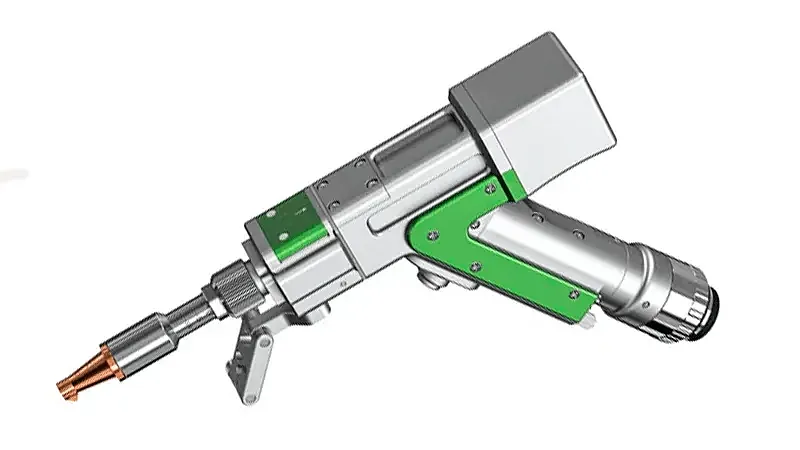
Сварочный пистолет для сварки и чистки FWH20-S10C
✓ Быстрый доступ ко всем компонентам для обслуживания без специальных ключей.
✓ Удобный дизайн, комфортно лежит в руке, быстрая смена насадок.
✓ Лёгкий(710 грамм), рука не устаёт даже при длительной работе.
✓ Продуманная замена оптических линз и защитных стекол.
Обновленная модель пистолета отличается продуманным способом замены коллиматорной линзы. Окошко для замены расположено на рукояти, плотно фиксируется и легко снимается. Больше не нужно отсоединять коннектор и разбирать весь пистолет!
Удобный хват рукояти с четким упором кисти руки и малый вес снижают усталость сварщика, что позволяет варить под любым углом.
Продуманная система охлаждения корпуса и встроенные датчики поддерживают постоянную температуру, что уменьшает потение рук и делает работу комфортной. Система своевременно сообщит, если оптику пора менять.
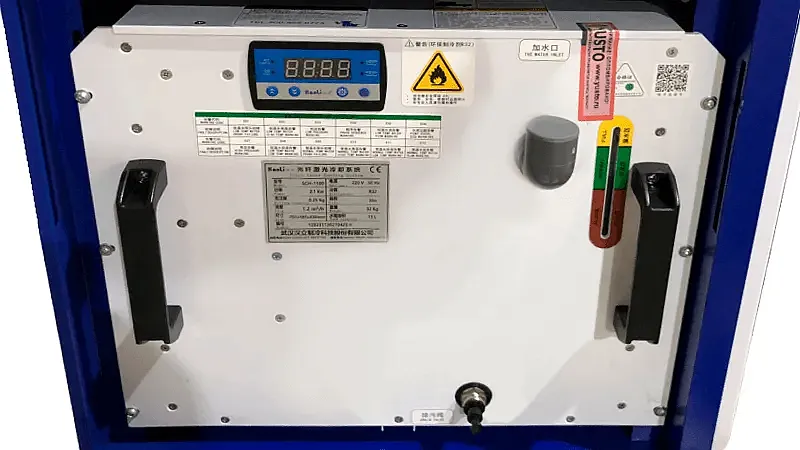
Усовершенствованный чиллер
✓ Долговечный корпус выполнен из прочного пластика.
✓ Легкое обслуживание фильтрующей сетки на защелках.
✓ Быстрая и удобная чистка и обслуживание.
✓ Электробезопасный и нетокопроводный.
Отсутствие риска возникновения коррозии на корпусе и повреждения лакокрасочного покрытия.
Высокая производительность. Меньший вес установки. Высокая ремонтопригодность, дешевые комплектующие и простота в обслуживании.
Входит в комплект поставки.
Переключение между электросетями 220 или 380 Вольт
✓ Отсутствие дополнительных расходов на переключение.
✓ Легкое, быстрое и удобное переключение.
✓ Розетка, вилка, провод в комплекте.
Универсальность подключения, позволяет использовать оборудование в разных сетях.
Использование электропитания 380 Вольт позволяет грамотнее распределить нагрузку на электросети предприятия.
Ускоряем и улучшаем сварку
✓ Предварительная подготовка материала перед сваркой.
✓ Очистка шва, зачистка и сглаживание неровностей.
✓ Постобработка шва - снятие окалины и загрязнений.
Возможность предварительной подготовки области сварки позволит организовать более качественный провар с меньшим сопротивлением со стороны зон с остатками краски, ржавчины или жирных, масляных следов. Быстрая последующая зачистка шва позволяет не просто сделать его визуально красивее, но и сгладить неровности, убрав лишние окалы и т.п. Больше никаких фокусов с болгаркой и чистящими насадками на дрель!
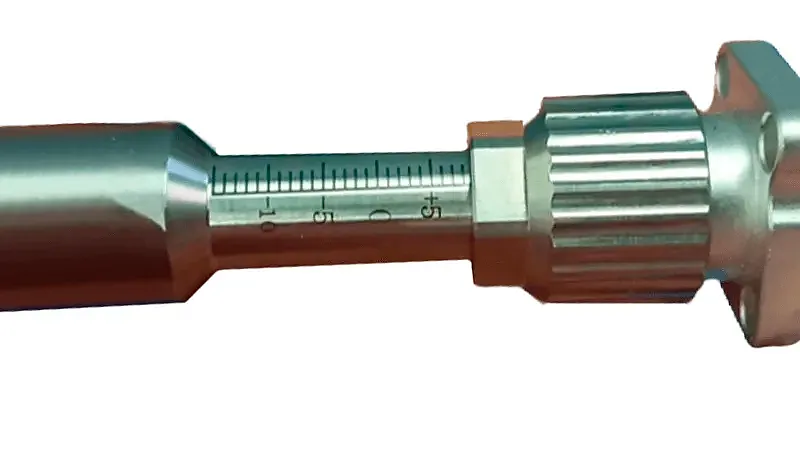
Тубус с градуировкой для подготовки и чистки швов
✓ Надежная регулировка и фиксация расстояния до рабочей области.
✓ Лёгкое и удобное переключение между чисткой и сваркой.
✓ Удобная чистка в труднодоступных местах.
✓ Защита оптики пистолета от грязи.
Тубус с градуировкой для подготовки и чистки швов легко устанавливается в универсальный разъем лазерного пистолета, что обеспечивает быстрое переключение с чистки на сварку и обратно, обеспечивая выполнение всего цикла работ с минимальными манипуляциями с самим пистолетом. Благодаря его применению сокращается время на подготовку оборудования и расширяется спектр решаемых задач. Повышается эффективность и качество подготовки поверхности материала и очистки шва.
Новая функция! Прихватки и точечная сварка
✓ Возможность предварительной сборки изделий для последующей сварки.
✓ Точная настройка параметров сварки для единообразных прихваток.
✓ Сваривание мелких деталей между собой прихватками.
Позволяет сформировать правильную геометрию конечного изделия, с последующей сваркой, положение материалов можно скорректировать, зафиксировать дополнительно и только после этого варить. Снижает риск возникновения брака в конечном изделии из-за неправильного угла сварки или положения заготовок относительно друг друга.
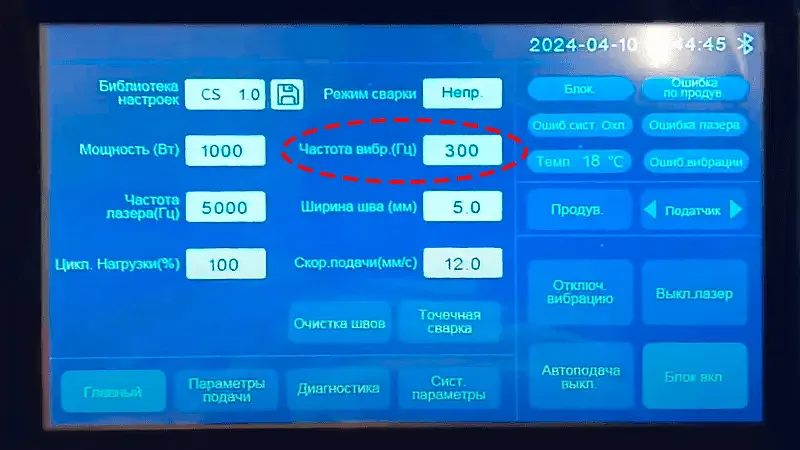
Сварка стала ещё более качественной!
✓ Лучший контроль сварочной ванны за счет частоты вибрации до 300 Гц.
✓ Более качественный и визуально красивый шов изделия.
✓ Более гладкая поверхность сварного шва.
✓ Меньше вероятность растрескивания шва.
✓ Проще варить алюминий и медь.
Более высокая скорость (частота) колебания луча позволяет лучше контролировать температуру металла в сварочной ванне, равномерно прогревая тело металла и присадочную проволоку обеспечивая перемешивание и равномерный отпуск шва, нивелируя внешнее воздействие температуры окружающей среды на материал снижая риски перепадов температур, приводящих к деформации как материала, так и шва. В итоге - лучшее качество и долговечность шва и его эстетический внешний вид
Типы швов
Согласно ГОСТ 5264-80, существует несколько основных видов сварных швов с которыми сталкивается сварщик в повседневной работе. Все типы могут быть реализованы с помощью лазерной сварки.
Сварка в нахлест
Провариваются обычно с двух сторон, но в некоторых случаях, если прочности соединения достаточно, то сваривают обе.
Сварка в стык
Провариваются с одной стороны или с двух, в зависимости от толщины металла и требуемой прочности соединения.
Тавровое соединение
Сваривание изделия производится с одной из стороны, так и двухстороннее.
Угловое сварное соединение
Проваривается внутренний угол, но для большей прочности иногда осуществляется сварка и по наружному углу.
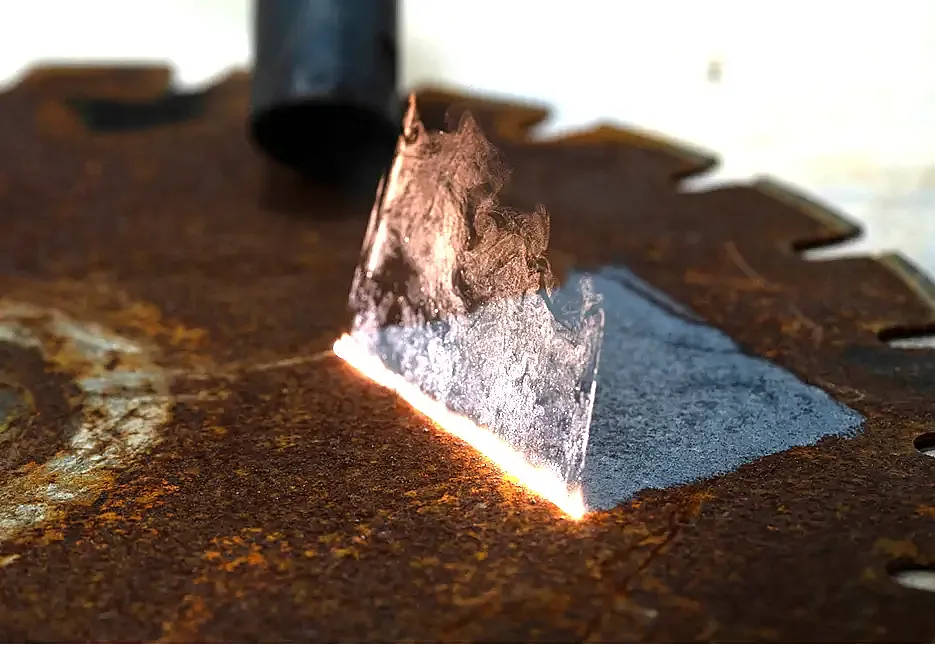
Лазерная чистка металла
✓ Бесконтактная очистка, не повреждает основную поверхность.
✓ Нет расходников.
✓ Точная очистка, с возможностью регулировки ширины выборки до 80 мм.
✓ Лазерная чистка преимущество над пескоструйной обработкой, такие как отсутсвие: грязи, песка, отдельного помещения.
Чистит: Ржавчину с металлических поверхностей, сварные швы, старые лакокрасочные покрытия, масляных загрязнений, пыль и загрязнения на поверхности камня, фасады зданий, детали автомобиля (моторы, двигатели, кузов), очистка пресс-форм, клеммы, анилоксов и тд.
Быстрый переход между режимами путем замены насадки на сварочном пистолете.
Сопла для сварочного пистолета
Легко заменить для выполнения необходимых задач. В комплекте со сварочным лазерным аппартом поставляется полный пакет расходников.
Сварка с проволокой и без нее
Сварка внутренних углов, нахлест, стык, тавр.
Сварка без проволоки
Сварка швов в стык, нахлест, внешних угол без проволоки.
Сопло для резки
Резка металла до 2,5 мм.
Подача проволоки
✓ Совместим с присадочной проволокой диаметром: 0.8, 1.0, 1.2, 1.6 мм.
✓ Использоввание стандартных катушек для проволоки.
✓ Быстрая замена проволоки и подача до 15 мм/с.
✓ Точная регулировка подачи.
Управление устройством через панель контроллера, где регулируется скорость подачи.
Подача проволоки производится синхронно с включением лазерного источника. В процессе подачи сварщику остается только удерживать пистолет вдоль свариваемого шва. Скорость перемещения пистолета будет зависеть от скорости подачи проволоки.
Входит в комплект поставки.
В комплекте с устройством подачи проволоки
Подающий ролик
Элемент подающего механизма подачи проволоки, подбирается в зависимости от диаметра сварочной проволоки.
Сигнальный кабель
Соединительный кабель для синхронизации работы устройство подачи проволоки со сварочным аппаратом.
Кабель питания
Кабель для подключения к питанию 220В с клеммой заземления.
Трубка подачи проволоки
Плотная, гибкая трубка с внутренней метализацией, через который осуществляется подача сварочной проволоки от подающего устройства к месту сварки.
Панель контроллера
✓ Русский язык.
✓ Библиотека параметров.
✓ Регулировка ширины шва до 5 мм.
✓ Настройка скорости подачи проволоки до 15 мм/с.
✓ Настройка мощности лазерного источника.
✓ Информация о состоянии: ошибки и работа.
Все управление процессом сварки производится с панели контроллера с возможностью сохранения и быстрой загрузкой параметров.
Мощный лазерный источник Raycus
✓ Время работы до 100 000 часов.
✓ Новое поколение, где все подстройки под режимы работы происходят автоматически.
✓ Большая мощность Array, позволяющая сваривать до 6 мм и реализовывать чистку на максимум возможного.
✓ Сервисный центр в России.
Наиболее известный и стабильный оптоволоконный источник из КНР.
Высокий КПД работы и стабильность излучения в совокупности с возможностью настройки частоты, модуляции и мощности.
Возможно исполнение с источниками, опционально: MaxPhotonics или Raycus.
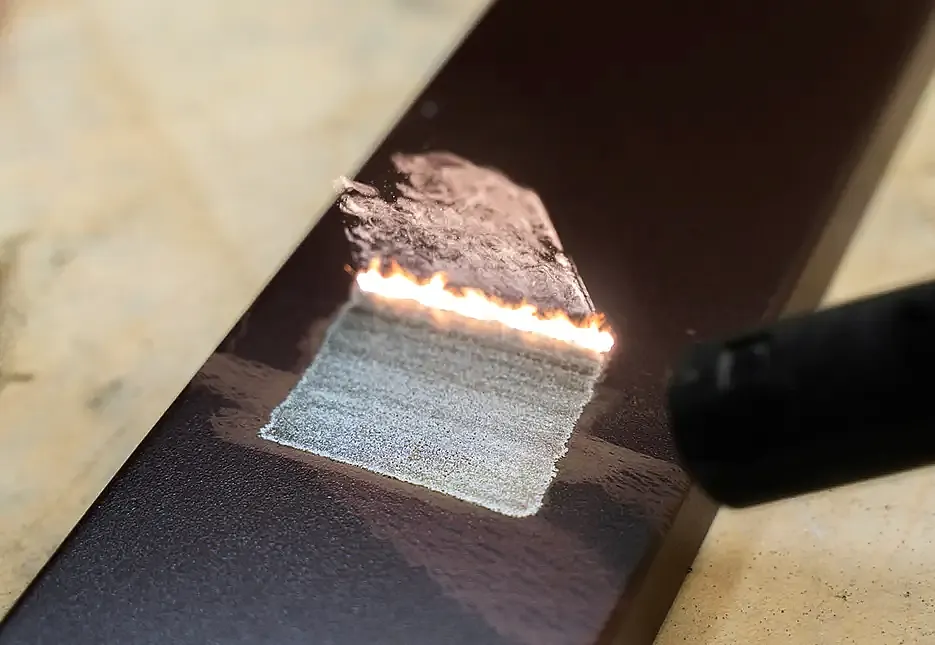
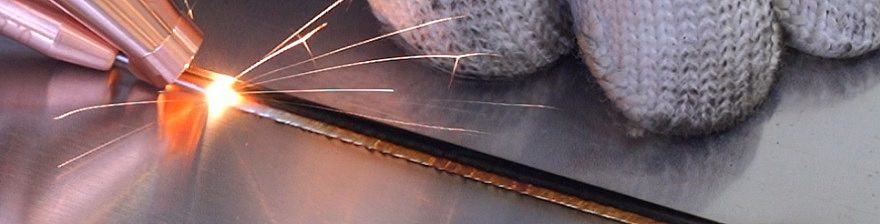
Сравнение методов лазерной и аргонодуговой сварки на примере листового титанового сплава
На изображении выше - пример сравнения лазерной и аргонодуговой (TIG) сварки. Для тестирования были выбраны титановые сплавы, т.к. в силу теплофизических характеристик титан подвержен деформациям, в среднем, в два раза сильнее, чем низкоуглеродистая сталь. По итогам проведения эксперимента можно увидеть не только визуально более аккуратный шов (благодаря более изолированной сварочной ванне, защищенной от попадания загрязнений и деформаций извне) в случае с лазерной сваркой, но и в 7-8 раз меньше деформаций, чем в случае с аргонодуговой сваркой. Так, величина деформаций на изгиб составляет 0,1 мм (у ЛС) против 0,6 мм (у TIG), а также 0,2 мм (у ЛС) против 1,5 мм (у TIG) на укорочение собственного тела материала.
Вывод: применение лазерной сварки выгоднее и практичней не только потому, что этот метод проще и в меньшей степени деформирует материал, но и потому, что если для аргонодуговой сварки требуется специалист высокой квалификации с годами опыта за плечами, то с лазерной сваркой справится и любитель, то есть найти сотрудника будет гораздо проще и дешевле!
Лазерный сварочный аппарат - это инструмент, обеспечивающий качественный вид сварки, при котором для сваривания металлических исходников используется лазерный луч, который генерируется от лазерного источника, а далее направляется в «лазерный пистолет» находящийся в руках оператора, который просто наводит его на область соединения металлических объектов. Сфокусированный лазерный луч нагревает и плавит заготовки, а полученная в результате сварочная ванна сплавляет объекты вместе, образуя идеальный сварной шов. Для выполнения подобных задач и нужен лазерный сварочный аппарат.
Купить такое оборудование имеет смысл для облегчения этапа сварочного процесса на производстве, так как его применение позволит регламентировать и лучше понимать сроки и качество, что звучит фантастически с традиционной сваркой, ведь зависит от квалификации и мотивированности сварщика. Главными преимуществами лазерной сварки являются: быстрое обучение работам, точность и тщательный контроль воздействия, что позволяет наложить качественный и ровный сварной шов, не оказывая пагубного влияния на внешний вид металла. Исходя из вышеперечисленного можно выполнять крайне точную обработку при гораздо меньшей зоне термического воздействия, по сравнению с любым другим методом сварки.
Стоит упомянуть, что лазерную сварку легко настроить на повторяемость, что дает возможность обеспечить крупные объемы производства и неизменное качество. Данный метод лучше, чем остальные, подходит для соединения разнородных металлов.
Какие материалы можно варить с помощью лазерной сварки?
- Металлы. Примерами являются: алюминий, медь и никель. Лазерная сварка может использоваться для соединения деталей различной толщины, что является дополнительным плюсом, по сравнению с традиционными методами сварки.
- Пластмассы. Лазерный сварочный аппарат можно использовать для соединения некоторых термопластов, в том числе и нейлона. Низкий нагрев и концентрированное плавление обеспечивают высокое качество швов.
- Керамика. Некоторые виды керамики (в частности, на основе из оксида алюминия и диоксида циркония) могут быть сварены лазером, чего гораздо сложнее добиться обычными методами термообработки.
Где применяется лазерный сварочный аппарат
Далее мы разберём самые распространенные методы лазерной сварки:
- Кондуктивная сварка. В этом методе применяется самая низкая мощность и расплавленные края фиксируются только за счет капиллярного действия, без какого-либо наполнения. Такой подход обычно подходит для сварки чисто подогнанных кромок тонких материалов.
- Сварка глубоким проплавлением. Такой метод рекомендуется для сварки толстых материалов, и включает использование лазера высокой мощности для нагрева глубокой и широкой части детали. В таких случаях лазер сначала применяется для формирования углубления в форме «замочной скважины», которая проходит сквозь заготовку. Далее, по мере продвижения лазера вдоль кромки получившееся отверстие закрывается расплавленной присадочной проволокой по задней кромке.
- Лазерная точечная сварка. Данный метод обычно применяется для сварки небольших или сложносоставных деталей. В данном случае лазером навариваются аккуратные сварные швы, которые могут быть использованы для образования точечных соединений между заготовками.
- Лазерная сварка швов. При таком подходе формируются длинные непрерывные швы. В этом случае часто идёт в ход присадочная проволока, похожим на традиционные методы сварки образом.
























")
")
")
")
")
")
")
")




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}