























































Каталог оборудования с ЧПУ




















































































Оборудование для бизнеса
Станок в бизнесе – это средство производства, на которую возложены конкретные задачи и из ходя из которых он приобретается. При формировании бизнес-планов рассчитываются показатели, которым надо прийти и при достижении которых будет прибыть. Компания «ЮСТО» уделяет большое внимание переговорному процессу для выявления желаемых показателей будущего предприятия и, если данные есть предлагается соответствующие станки и понятными для покупателя техническими характеристиками.
Для непосвященного человека всё оборудование с ЧПУ будет выглядеть примерно одинаково. Причём, для подавляющего числа обывателей оно будет ассоциироваться именно с огромными, мощными фрезерными станками, а не тем оборудованием, которое реально каждый может купить. Фрезерный станок, в отличие от лазерного или волоконного маркера, является инструментом прямого воздействия. Фактически, первые фрезерные установки появились ещё в прошлом веке, хоть и глубокого понимания самой технологии в широких слоях населения попросту не было. В то же время, возможно, кого-то это и удивит, но сама профессия «оператор оборудования с ЧПУ» существует ещё со времён наших отцов и широко преподаётся практически в любых технических учебных заведениях. Фактически, это предполагает, что любой, кто захочет купить лазерный станок или волоконный маркер, сможет без труда получить всю необходимую информацию или найти рабочие руки в свой цех. Но на практике всё, увы, не так просто. В причинах, проблемах и нюансах мы и разберёмся чуть ниже.
Фрезерные и лазерные станки для бизнеса
Как же всё обстоит на практике? Дело в том, что технология хоть и существует достаточно давно, настоящий бум её развития произошел не так уж и давно. Сама концепция управления движением рабочего инструмента довольно проста, но вот широкое распространение она смогла получить только благодаря стечению нескольких факторов:
- Переходу в гражданский доступ технологии лазерной резки – лазеры, хоть и являются основным атрибутом научной фантастики, применяются в реальной жизни уже не первое десятилетие. Но изначально это были довольно узкие сферы применения, такие как медицинская (в частности хирургия), космическая и военно-промышленная отрасли, но с течением времени сама технология и оборудование становились дешевле и, как следствие, появлялись новые области и сферы применения лазеров. Причём, если фрезерная обработка материалов, по сути, достигла уже апогея своего развития и может быть модернизирована лишь за счёт усложнения самого режущего инструмента, то сфера применения лазерной резки значительно шире, в связи с тем, что длина волны, частота резонирования и мощность луча напрямую влияют на то как и какие материалы вы сможете обрабатывать.
Так, например, вы можете купить обычный лазерный станок и резать на нём практически что угодно, выполняя операции начиная с лазерной резки фанеры, заканчивая гравировкой стекла. Но любой владелец волоконного маркера сможет выполнять те же операции гравировки и маркирования в десятки раз быстрее. Но об этом мы поговорим чуть позже.
- Удешевление производства – любой станок с ЧПУ, неважно фрезерный ли это станок по металлу или лазерный станок для резки фанеры, это технически сложная конструкция, объединяющая в себе ряд узлов, от стоимости которых и зависит итоговая цена всего оборудования. Причём, если основные моменты, такие, как цена лазерной трубки или шпинделя, принять довольно просто, то вот такие факторы, как масса оборудования, которая должна быть значительной для гашения вибраций и достигается использованием прочных, тяжелых металлов, а не дешевого пластика, это уже неочевидный нюанс.
- Улучшение логистики – наверное, наиболее важный фактор в развитии распространения станков с ЧПУ по всему миру. Если раньше транспортировка габаритных деталей или станков была крайне дорогой и не была доступной обычным гражданам, то в наши дни абсолютно любой человек может позволить себе практически любое оборудование практически игнорируя этот фактор.
Эти и ещё десятки более мелких факторов и позволили вывести такие сферы производства, как лазерная резка фанеры и пластика, фрезерная обработка металлов и промышленная маркировка изделий на уровень, доступный не только крупным предприятиям и заводам, но и частным, индивидуальным предпринимателям.
Виды станков с ЧПУ
Как мы уже говорили ранее, развитие технологии позволило чётко разделить оборудование с ЧПУ на несколько категорий, по применению в производстве. Далее мы детально разберёмся в том, какими они бывают и что вам потребуется для того, чтобы войти в ту, или иную нишу буквально со старта.
- Купить фрезерный станок – вы можете в случае, если вам требуется фигурная обработка материалов. Основное преимущество фрезерного оборудования состоит в том, что с его помощью вы можете осуществлять обработку материалов в трёх плоскостях, а также меньше акцентировать внимание на точности позиционирования режущего инструмента. Чаще всего, купить фрезерный станок стремятся мебельные производства, так как именно данным организациям требуется быстрая и эффективная обработка множества различных деталей в кратчайшие сроки. Но фрезерные станки способны на большее и при выборе оборудования следует отталкиваться именно от целей и задач, ведь на самом деле фрезеровать можно что угодно, от пластика до металла и камня.
- Купить волоконный маркер – понятная цель для тех, кто стремится не столько к производству, сколько к оптимизации расходов. Преимущество данного оборудование заключается в компактности и скорости обработки. Так, по сравнению с СО2 станками, волоконный маркер может наносить маркировку на изделия в десятки раз быстрее! Особенно выгодно купить волоконный маркер будет тем предприятиям, которые уже обладают базой станков или производят продукцию, требующую маркировки. Это ощутимо сократит их расходы на сторонние заказы.
- Купить лазерный станок – это решение, которое принять ощутимо легче, вследствие более доступной стоимости оборудования. Именно поэтому, лазерные станки чаще всего покупают начинающие мастера или те, кто хочет реализовать себя в данном направлении без лишних вложений. Всё дело в том, что лазерная резка фанеры является настолько востребованным направлением, что даже с учётом стихийного роста производств на этом рынке, спрос всё ещё остаётся достаточно велик, чтобы не только минимизировать конкуренцию, но и сформировать межсезонный спрос на продукцию, которая требуется к определённым событиям.
- Купить гравер – или, как их ещё называют, лазерный гравер. По сути это небольшой лазерный станок с ограниченными параметрами мощности, но модифицированной механикой. В такие модели устанавливают лучшие двигатели, направляющие и т.п. А всё для того, чтобы осуществлять с их помощью точную гравировку. Где это применяется? Например, в ювелирном производстве. Также, широко распространено применение лазерных граверов при изготовлении печатей и печатных плат.
Стоимость оборудования с ЧПУ
Средняя стоимость станка с ЧПУ будет зависеть, во-первых, от типа оборудования и во-вторых, от задач, которые вы планируете выполнять с его помощью. Таким образом, как мы уже говорили выше, изначально следует определиться не столько с личным бюджетом, сколько с направлением, в котором вы планируете развиваться. На самом деле, даже с учётом того, что фрезер всегда будет дороже аналогичного лазера, вы всё ещё можете купить фрезерный станок с рабочим полем 600х900 мм по цене аналогичного лазерного станка высокого класса. Другое дело, сможете ли вы использовать это оборудование столь же эффективно? Ведь цена фрезерного станка и цена лазерного станка могут отличаться не столько из-за комплектации, сколько из-за профиля и направления применения.
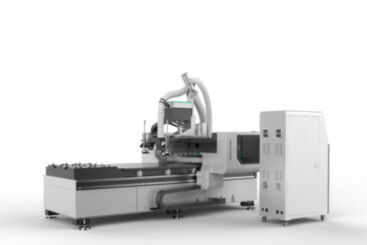
Так, например, существуют типы фрезерного оборудования, в которых сама функция ЧПУ сведена к автоматизации определённых задач. Например, сверлильно-присадочные станки или станки с системой нестинга. Их нельзя просто купить и начать использовать, ведь вам на старте просто нечего автоматизировать, да и стоимость такого оборудования крайне высока.
Что делать если нет бизнес-плана?
Это очень распространённая ситуация для малого бизнеса, в виду отсутствия необходимого опыта и дефицита времени. Как правило люди имеют понимания и опыт чем планируют заниматься и на основе них подбирают необходимое оборудование. Демонстрация возможностей оборудования и сбор данных по изготовлению тех или иных операций в натуральных величинах помогает сделать правильный выбор.
Бизнес на станках
«Бизнес на станках» достаточно популярен в областях, где есть мало операций вне применяемого оборудования и всякий ручной труд сведён к минимуму. В проектировании такой бизнес модели особое внимание уделяют технологичности процесса и стоимости каждой операции и при появлении более производительного оборудования производят его замену, чтобы удержатся в рынке. Здесь важный является объем и себестоимости, мора с изделия небольшая, но именно из-за объема предприятие выходит на показатели доходности.
Настольный станок
Иметь на производстве настольный станок небольшого размера для отработки изделий очень удобно и полезно, так как не будет происходить остановка основного производственного цикла. Так же часто возникает необходимость производить малые партии изделий в дополнении к большому объему.
Существуем большое количество разнообразного оборудования, выполненного в настольном исполнении. Большая часть из этого — это ручные станки, такие как: сверлильные, фрезерные, шлифовальные и тд. Отдельной группой представлены станки с числовым программным управлением, такие как: лазерные, фрезерные станки и лазерные маркеры.
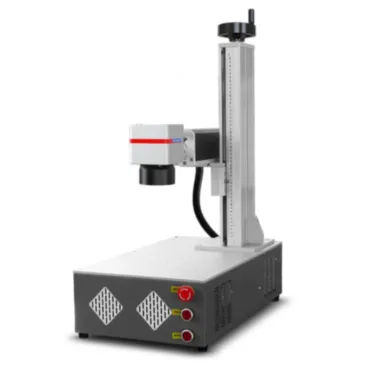
Настольный лазерный станок
В основном данные станки имеют рабочее поле от 200х200 мм до 600х900 мм. Имеют мощность лазерного источника в пределах 60 Вт, но станок может быть модернизирован до мощности 100 Вт, при условии технической возможности.
Основная сфера применения станков
- Декупаж
- Скраббукинг
- Производство сувениров
- Прототипирование
- Макетирование
- Рекламное производство
Применение настольного станка не ограничено перечисленными сферами, и оно справится с другими задачами по обработке неметаллических материалов, таких как: дерево, фанера, пластики, ткани, камни и тд.
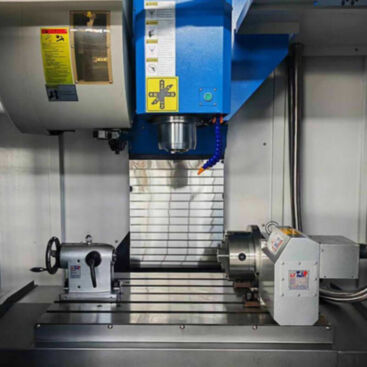
Настольный фрезерный станок
Наибольший размер рабочего поля, поставляемого компанией «ЮСТО», составляет 600х900 мм. Мощность шпинделя до 2.2 кВт с цанговым патроном ER-20. Электрошпиндель фрезерного станка позволяет зажимать в цангу инструмент диаметром до 13 мм, что достаточно, чтобы использовать режущий инструмент с наиболее популярными диаметрами 3, 6, 8, 10, 12 мм. Основным недостатком будет только сравнительно небольшой крутящий момент, если задача будет про быстрый раскрой материала, но как правило настольные станки для таких задач не используются.

Фрезерные станки чпу
Понимание зачем и для чего нужен фрезерный станок сформировано у производств давно, но за счет постоянного развития станкостроения и снижения стоимости на передовые разработки вчерашнего дня появляются все новые и новые станки с интересным функционалом.
Казалось бы, вроде все уже придумано и всем все понятно, но передавая мысль приносит новые веяния и решения на уже, казалось бы, устоявшиеся правила выбора фрезерного станка ЧПУ для мебельного, рекламного, деревообрабатывающего производства.
Станина фрезерного станка
Если раньше это была литая чугунная станина, то сейчас это сварная с отпуском и усилением, которая по жёсткости полностью соответствует заявленным техническим параметрам. Приобрести станки с чугунной станиной можно и сейчас, но его стоимость будет высокой и дело в том, что это лучше, для разных задач разные решения. Надо учесть сложности монтажа, транспортировки и установки. Важным будет сказать и об уровне оператора, работающего на станке, так как сломать можно все, но сломать чугун без последствий не получится.
Современные фрезерные станки для деревообработки выполнены для стального профиля сечением от 100х100 мм и толщиной стенки от 3 мм. Чем толще материал, тем меньше вибраций будет передаваться на заготовку и тем выше будет качество обработки.
Фрезерный станок 6090
Устоявшееся рабочее поле для большинства повседневных задач по фрезеровке. Это рабочие лошадки большинства малых производств. Данные станки поставляются в напольном и настольном вариантах. Имеют компактные размеры и широкий диапазон цены. Можно найти фрезеры с очень высокими точностными данными, так и средними под ограниченный бюджет. В основном поставляются с контроллерами NcStudio 5 и RichAuto A11.
Основные сферы применения — это 3D обработка, сувенирка, корпуса, не сложные задачи по фрезеровке дерева и алюминия.
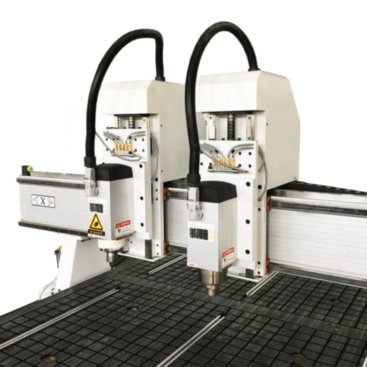
Фрезерный станок 1325
Самое популярное и наиболее доступное рабочее поле, отвечающее задачам большинства мебельных и деревообрабатывающих производств позволяющее реализовать множество задач. Устанавливаются шпиндели с мощностями от 3 квт до 6 кВт. Мощные стальные или усиленные алюминиевые порталы, рельсовые направляющие и жесткая станина обеспечивают высокие скорости раскроя и применение расширенного набора режущего инструмента, такого как: фрезы, граверы.
Фрезерный станок ЧПУ 2040
Такой фрезер позволяет раскраивать материал «с листа» сводя к минимуму дополнительные операции по его подготовке. Минимальные отходы и максимально оптимизированная раскладка становится доступна именно на фрезерном станке с полем 2х4 метра. Данные фрезеры имеют жесткую станину с усилением и мощные шпиндели позволяющие максимально быстро и качественно производить раскрой материала.

Бизнес идеи производство в гараже
Читая книги Джобса, Гейтса и подобных авторов, где рассказ начинается с их опыта начала производства в папином гараже, легко прийти к выводу, что начинать надо с минимальными расходами. Гараж отлично место попробовать свои силы и отточить технологии при этом не неся большего обременения.